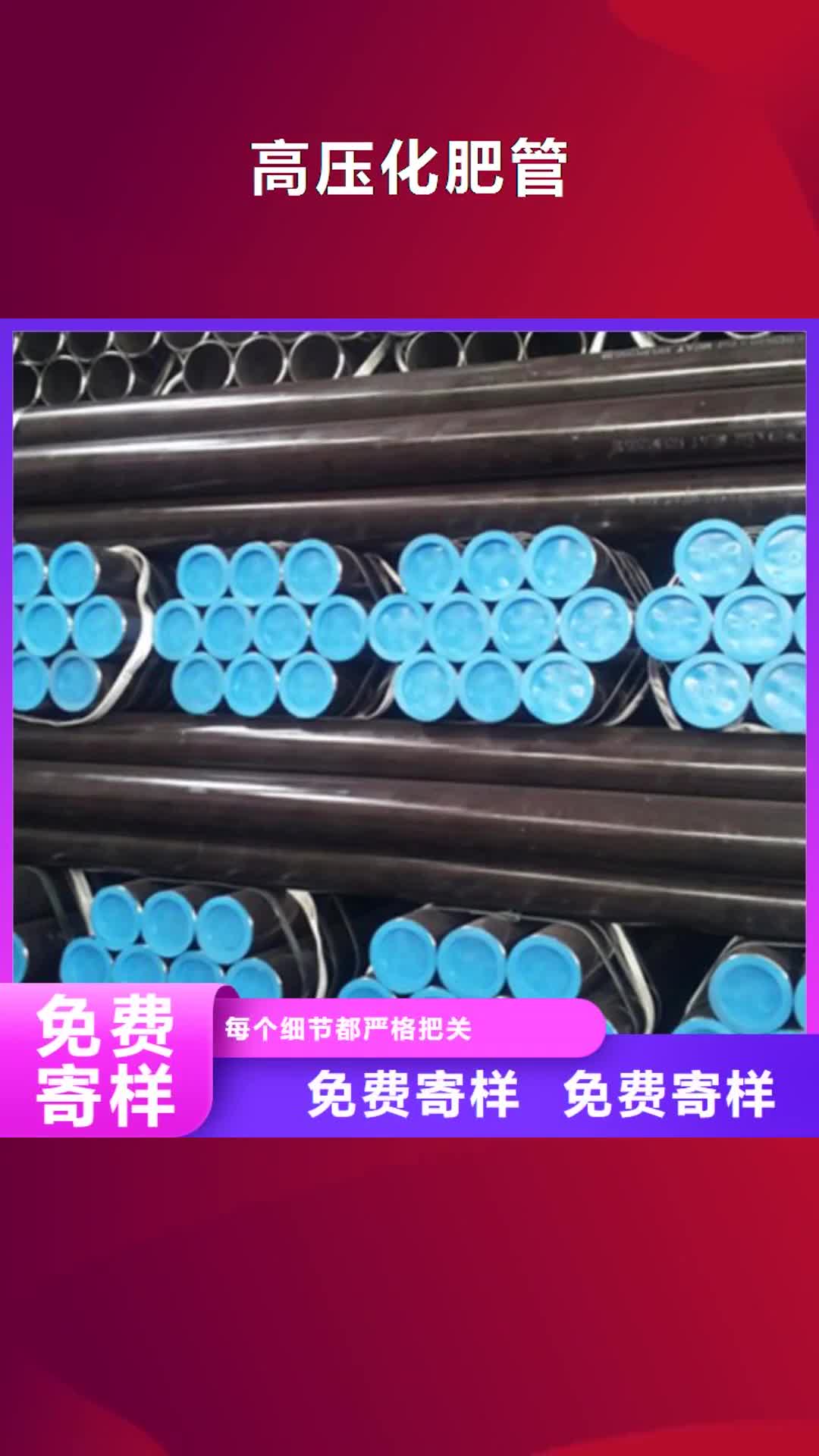
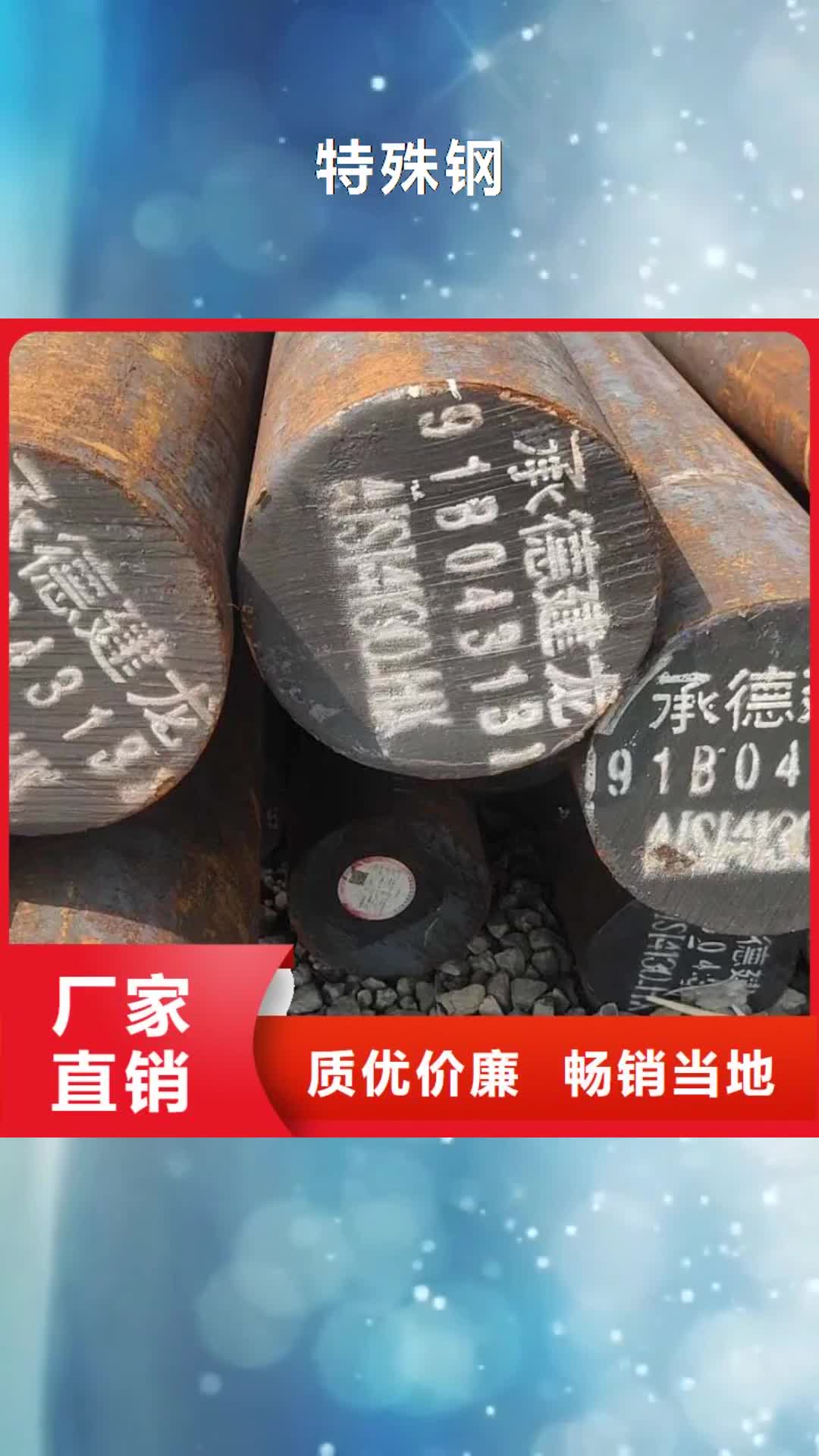
寿县|舒城|芜湖|安庆|宣城|阜阳|亳州轧辊钢-【316Ti不锈钢管】质检严格放心品质-企业旺旺
更新时间:2025-05-29 23:10:33
Tags: 轧辊钢

为您精心制作的轧辊钢产品视频已准备就绪,展示产品的各项功能和特点。请您抽出刻时间观看,相信一定会给您带来意想不到的惊喜。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |

轧辊钢,【聊城新物通物资(六安市分公司)sdzq2291-3】以其先进的生产工艺、顶尖的生产设备以及雄厚的技术力量,为您呈现产品品质。您还可以拨打电话免费获取轧辊钢样品。联系人:李博-【15263500888】,地址:东昌府区滦河路170号。

原则上堆焊5~8次报废,实际按照使用,达应力集中疲劳断裂为止。 二、精轧轧辊 1、达到使用极限辊径,参考《轧辊新辊辊径及报废辊径》表。 2、断辊报废。 3、虽然没有达到报废辊径,但是水纹过深,车削后既达到报废辊径。 4、轧辊表面掉块。 在钢铁生产中,对板材厚度提出了更高的精度要求。近年来,因轧辊偏心引起的板材厚度波动已逐渐成为学者们研究的主要内容。影响板带材厚度的因素主要有轧辊受热或磨损发生形变、油膜轴承的油膜厚度变化、轧辊偏心等,其中偏心的影响尤为严重。轧辊偏心是一种高频周期波,它不仅直接造成板厚的周期波动,而且还会间接地引起厚度控制系统中执行机构的误动作,进一步影响轧件厚度。

9、冷轧机工作前应补充给冷却液、润滑液。 10、经常检查轧辊组,轧片是否松动。 11、装换辊片时需将两组轧辊头分离一定距离,并且每组辊片之间应有一定间隙后才可装取轧辊组。 12、润滑剂、冷却液应经常补足。 13、每次更换轧辊片时,应清洗机架及轧辊组进出孔内的铁屑等杂物。 14、作业中避免钢筋打结或乱线。 一、是正确判断使用次数。高速钢轧辊两次磨削之间的使用次数,取决于每次下机后辊面氧化膜和粗糙度保持状况。在正常情况下,前段机架可使用3次~7次,后段机架可使用2次~4次,CPC高速钢轧辊甚至可以使用10次以上。 二、是利用辊面探伤手段避免轧辊失效事故。高速钢轧辊下机后须立即进行水冷或空冷,确保下次使用前热膨胀。高速钢轧辊易萌生热裂纹,如遇轧制异常停机须要立即更换高速钢轧辊。为了避免轧辊剥落等失效事故,轧辊冷却后应采用超声波探伤仪进行辊面裂纹检测。

(2)高碳钢(0.7%~1.0%C)轧辊可经正火回火处理或调质处理后用作支承辊。当支承辊辊身硬度要求很高时则需用淬火回火处理,淬火回火后的硬度可达70~80HS,淬硬层深度小于50mm。淬火至高硬度的锻钢辊用作板带钢冷轧工作辊、中间辊、平整辊和有色金属(铝、铜、锌)冷轧辊。 机加工 轧辊的粗加工在轧辊车床上完成。为了保证尺寸精度,广泛使用数控机床加工终热处理前还要进行超声波探伤。轧辊中心孔的加工与否取决于轧机设计、淬火要求、检验结果等一系列因素。终热处理后毛坯精加工成规定尺寸、表面精度和粗糙度的成品轧辊。精加工包括车、钻、铣、磨等工序。成品轧辊经过硬度、尺寸、组织、性能等一系列检查后提供使用。 锻钢冷轧辊,外文名为Forged steel cold roll,应该储存在干燥通风的室内。





大家都爱看